DieChina kunststoff formen hersteller,HANKING gibt jedem Präzisions kunststoffs pritz guss projekt einen Projekt manager und einen Projekt ingenieur, der für jedes Projekt zuständig ist. Der Projekt manager ist von ersten Gesprächen mit Kunden vertretern bis zum erfolgreichen Abschluss des Projekts für das Projekt ver antwort lich. Für den Kunden bedeutet das One Project-One Contact.
Diskussion runde für wichtige Moulding-Service-Details
HanKing Mould wird an runden Tischen über entscheidende Phasen für den Erfolg des Kunststoff form projekts diskutieren, von Projekt auftakt, DFM, Form design, Form versuchs ergebnis, Modifikationen usw.
Wöchentliche Updates zu Kunststoffs pritz guss diensten
Nach der Einführung des Projekts wird ein spezielles APQP-Team eingerichtet, um die Projekt risiken zu bewerten, das Angebot zu überprüfen, die Aktions aufgaben und-ziele zu bestimmen, die anfängliche Stückliste und das Prozess fluss diagramm festzulegen. Liste der besonderen Merkmale von Produkten und Prozessen und Risiko liste, Analysieren Sie im Detail die strukturelle Design-und Prozess technologie verschiedener Arten von Produkten für Kunden, machen Sie vernünftige Vorschläge, unterstützen Sie Kunden bei der Optimierung von Produkten und senken Sie die Kunden kosten, verbessern Sie die Produktions kapazität und den Ertrag.
Schimmel Entwicklung und Produktion
Das HanKing Mould-Projekt team kann den DFM-Bericht, die Form fluss analyze, die Dimensions toleranz analyze, die Form konstruktion zeichnungen und die Spezifikation ausgabe, die Form produktion, die Probe produktion, die Form korrektur/den technischen Wandel durchführen. drei dimensionale/zwei Inspektions-, Form akzeptanz-und andere Befestigungs funktionen wie Entwicklung und Sprühen/Siebdruck/Montage/Formgebung.
Prozess design, Entwicklung und Verifizierung
Überprüfung des Produkt-/Prozess qualitäts systems, Werkstatt grundriss, Prozess fluss diagramm, P-FMEA formulierung und-prüfung, Test produktions-und Kontroll plan, Matrix für spezielle Merkmale, Anweisungen zum Prozess betrieb, Verpackungs spezifikationen, messsystem analyze plan, anfängliche Forschungs ergebnisse zur Prozess fähigkeit, Nach verfolgung von Problemen bei der Versuchs produktion.
Produkt-und Prozess bestätigung
PPAP-Produktion, Bewertung des Messsystems, Aktualisierung der Prozess fähigkeit, Genehmigung des Produktions teiles, Test der Produktions fähigkeit, Bewertung der Verpackung, Aktualisierung des Kontroll plans, Identifizierung und Management der Qualitäts planung, Aktualisierung und Verbesserung der Risiko liste.
Feedback/Bewertung und Korrektur maßnahmen
Frühzeitige Produktions leistung des Projekts, frühzeitige Eindämmung der Produktion, Schließung der Risiko liste, Überprüfung des zusammenfassen den Berichts, Kosten senkung, Verbesserung der Lieferung und des Service sowie Verbesserung der Kunden zufriedenheit;
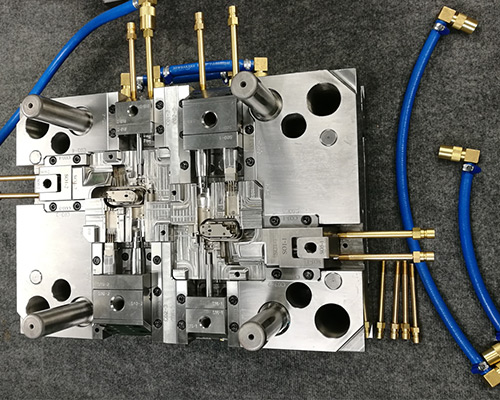
Vor der Lieferung der Spritzguss form wird unser Projekt manager eine Kunststoff werkzeug prüfung durchführen, um sicher zustellen, dass unsere Formen in gutem Status und guter Qualität zum Kunden gehen
Sicherheits lieferung
Bar und Augen schrauben installiert, Sicherungs gerät zur Verfügung.
Einzel transport hohlraum und Kerns eite mögliche Transports tange ausgeglichen.
Klemm schlitze oder Klemm platten erhältlich.
Werkzeug markierung nach Kundenwerkzeug-Norm.
Alle Kühl anschlüsse sind nach Werkzeug norm gekennzeichnet
Alle Öl-und Luft verbindungen sind nach Werkzeug norm gekennzeichnet.
Kanten für die Demontage zur Verfügung.
Klare und einfache Kennzeichnung identifikation für Betreiber zu verstehen
Schmieren Sie alle Führungen. Öl rillen befestigt.
Gibt es bei allen feder montierten Formen eine effektive Kontrolle der Feder?
Auswurf system funktioniert gut (reibungslos von Hand bewegen, besser eine Dame versuchen lassen)
Ausreichend Fäden für Augen schrauben zur Verfügung.
Die Führungs säulen sind länger als die geneigten Säulen.
Alle Schrauben angezogen.
Ejector Weg in die Form gestempelt und getestet werden.
Der Durchmesser des Ortungs rings entspricht der Spezifikation.
Düsen radius R 15,5mm / 40mm.
Säulen einlass alle Bolzens chieber abgerundet.
Keine scharfen Kanten, alle Teile mit Fase.
Die Übergänge im Sprue sind meist abgerundet.
Der Sprue-Busch ist der Länge nach poliert.
Alle Tore sind gleich große Mess berichte, die vorhanden sind.
Hohlraum nummer Markierung wird accordi gemachtNg zu den Kunden anforderungen.
Recycling-Symbole nach Spezifikation erhältlich.
Datums stempel verfügbar, je nach Spezifikation muss das korrekte Datum angepasst werden.
Luft schlitze und Entlüftung löcher zur Verfügung.
Form oberfläche und Verbindung
Hohlraum oberfläche nach Zeichnung.
Länge von Ejektor und Rebound getestet.
Sicherheits schieber und Ball fang sind richtig positioniert.
Vorladen bei ineinandergreifen der Verfügbar keit, einseitiger Spalt 0,01mm.
Der Blitz muss nach dem Schleifen der Trenn ebene entfernt werden.
Trennlinie überprüft.
Hochglanz oberfläche überprüft.
Teil aufnimmt mit Roboter möglich
Tor verformt sich automatisch.
Schrumpfung überprüft.
Schieber egler mit Sicherheits mechanismus.
Alle Kühl anschlüsse müssen gemäß der Werkzeug norm des Kunden gekennzeichnet sein.
Dokumente und Zeichnung
Kühl diagramm und Wasser durchfluss bericht vorhanden.
Wasser anschlüsse sind gemäß der Norm der Kunden korrekt.
Kühl anschlüsse befinden sich an der gegenüber liegenden oder unteren Seite der Betriebs seite.
Hydraulische Rohrleitungen müssen fest mit dem inneren Werkzeug verbunden oder röhrenfrei sein.
Kontroll funktion der Zylinder (Wege/Verriegelung vorrichtung)
Zylinder verbindungen entsprechen den Anforderungen der Kunden.
Kontroll schalter: Position/Einstellung/Funktion.
Elektrische Verbindungen nach der Werkzeug norm der Kunden.
Hydraulik zylinder mit Schaltern.
Zwei komplette Schuss mit Sprue.
Austauschbare Elemente und Einsätze nach Anforderungen.
Montage zubehör nach Anordnung.
Bereitstellung von Anpassungs daten.
Die Elektroden sind gut verpackt, versand bereit und mit der Werkzeug nummer gekennzeichnet.
Einspritz maschine, die Parameter daten anpasst, dokumentiert.
Elektrisches Diagramm ist verfügbar.
Proben inspektions bericht, FOT, Final Run…… dokumentiert.
Zwei komplette Sätze von Werkzeug zeichnungen.
Aktuelle CAD-Daten (2D und 3D) auf CD-ROM
Tool-Datenblatt vollständig ausgefüllt und signiert.
Checkliste Spritzguss formen komplett gefüllt und signiert.
Wir werden Sie innerhalb von 24 Stunden kontaktieren.
March 17, 2021Im heutigen harten Markt wettbewerb wird der Austausch neuer Modelle immer häufiger, und der Fahrzeug entwicklungs zyklus wurde monatlich berechnet. Im gesamten Automobil entwickeln...view
February 8, 2022Die strukturelle Form und Verarbeitung qualität der Spritzguss form wirken sich direkt auf die Qualität und Produktions effizienz von Kunststoff produkten aus. Es gibt viele Ausfälle im Produktions prozess von...view
February 8, 20221. Prozess analyze von Spritzguss-Kunststoff-Produkten Vor dem Entwurf der Spritzguss form sollte der Designer vollständig analysieren und untersuchen, ob das Kunststoff produkt dem...view
September 4, 2023Während des Produktions prozesses von Kunststoffs pritz guss teilen treten häufig verschiedene Verformung situationen auf, die zu einer Verringerung der Qualität der Kunststoff produkte führen oder sogar unbrauchbar machen können. Dort...view
January 20, 2021Als grundlegende Prozess ausrüstung der Automobili ndustrie sind Automobil formen notwendige Werkzeuge für das Formen von Automobil teilen. Und Autoteile spielen eine entscheidende Rolle in der Qualität des gesamten Fahrzeugs, s...view
December 15, 2020Als grundlegende Prozess ausrüstung für die Automobili ndustrie ist die Automobil form ein wesentliches Werkzeug zum Formen von Automobil teilen. Auch das Automobil spielt eine entscheidende Rolle für die Qualität des Ganzen...view

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어












 Rufen Sie uns an:
Rufen Sie uns an:  Mailen Sie uns:
Mailen Sie uns:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.