


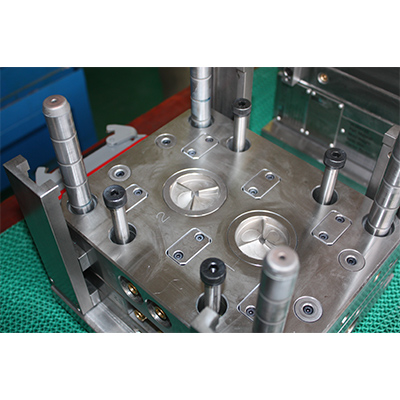


Form Name: 3 Platte Einfüge form
Teil material: PBT GF15
Produkt größe: 34,9x82,29
Produkt beschreibung: Mischschraube kpl
Form hohlraum: 2 Hohlräume
Form größe: 250*230*350 MM
Form hohlraum Stahl: 2343 ESR
Form-Einspritz system: 3-Platten-Punkttor
Form auswurf system: Runder Ejektor
Form zykluszeit: 28's
Form lebenszyklus: 500.000
Lieferzeit: 45 Werktage
Form merkmale: Einfüge formen
3 Platten form wird auch als punktgenaue Gate-Form bezeichnet.
Es gibt zwei Trenn flächen, um die Form in drei Teile zu teilen. Im Vergleich zu den beiden Platten formen wird die Tor platte der Drei platten form hinzugefügt. Es ist für die Formen geeignet, die keine Tor markierungen um das Produkt herum zulassen. Diese Art von Form verwendet ein spitzes Tor, daher wird es als punktgenaue Torform bezeichnet.
Der Form öffnungs prozess: Die Drei platten form hat zwei Trenn prozesse, den ersten zwischen der Abstreif platte und der Hohlraum platte und das zweite Mal zwischen der Hohlraum platte und der Kern platte. Wenn die Kerns eite von der Spritz gieß maschine gezogen wird, da die A-und B-Platte mit einem Verriegelung schloss ausgestattet sind, und es gibt keine Verbindung oder Behinderung zwischen der Abisolier platte und der A-Platte (in den meisten Fällen ist die Zugstange auch mit einer Feder ausgestattet) Zu diesem Zeitpunkt, Die Abstreif platte wird zuerst durch die Zugkraft von der Hohlraum platte getrennt, und die Hohlraum platte bewegt sich mit der Kern platte rückwärts. Wenn Sie sich in den eingestellten Abstand bewegen, wird er durch den Begrenzung block der Zugstange blockiert, da sich die A-Platte mit der Spritz gieß maschine weiter bewegt. Daher wird auch die Zugstange angetrieben, und die Zugstange treibt die Abisolier platte an, um sich zum nächsten eingestellten Abstand zu bewegen, und dann hört die Zugstange und die Hohlraum platte auf, sich zu bewegen.
Die Spritz gieß maschine bewegt sich weiter rückwärts, da die Zugkraft weiter zunimmt und die Verriegelung kraft des Verriegelung schlosses übers ch reitet. Die A-Platte wird von der B-Platte getrennt. und stoppt, wenn der eingestellte Abstand erreicht ist.
Die Auswerfer platte treibt den Auswerfer mechanismus (den Auswerfer stift, die Auswerfer stange und den Heber) an, um die Auswurf bewegung zu starten. und das fertige Produkt wird ausgeworfen (automatisch vom Roboter fallen gelassen oder entfernt).
Spann vorgang-Wenn sich auf der Auswerfer platte ein Rückzugs mechanismus befindet, wird die Auswerfer platte vor dem Klemmen von der Spritz gieß maschine gewaltsam zurück gezogen.
Unter dem Druck der Spritz gieß maschine bewegt sich der Kern vorwärts zur Hohlraums eite. Wenn die Auswerfer platte nicht vorher zurück gezogen wird, berührt der Rücklauf stift zuerst die Hohlraum platte. Unter der Reaktions kraft wird die Ejektor platte durch den Rücklauf stift zurück geführt.
Die B-Platte wird gegen die A-Platte und die Abisolier platte gedrückt und schließlich vollständig fest. Die Düse an der Spritz gieß maschine ist eng mit der Düsen buchse an der Form ausgestattet, und der nächste Spritzguss zyklus wird gestartet.
 Rufen Sie uns an:
Rufen Sie uns an:  Mailen Sie uns:
Mailen Sie uns:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 Anfrage
Anfrage 





