

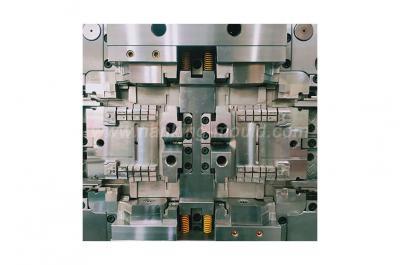
FürKunststoff-Formenbau UnternehmenDa die Qualität der Form direkt die Produktions effizienz des Spritzgießens und die Qualität des Produkts bestimmt, die den Mehrwert des Produkts bestimmt, die effiziente Kühlung der Kunststoff produkte in der minimalen Zykluszeit ist zu einem Schlüssel faktor für den Major gewordenKunststoff-Formenbau UnternehmenZu berücksichtigen, und Kühlung spielt eine wichtige Rolle in dieser Zeit.
Das Prinzip der konformen Kühlung besteht darin, die Temperatur der Kunststoff teile auf gleichmäßige und kontinuierliche Weise schnell zu reduzieren. Die Einspritz teile können während des Kühl vorgangs nicht aus der Form entfernt werden, bis sie vollständig abgekühlt sind. Dann können die Einspritz teile aus der Form entfernt werden. Jeder Hot Spot verzögert den Injektion zyklus der Injektion steile, was nach dem Ent formen zu Verwerfungen und Depressionen der Injektion steile führen und die Oberflächen qualität der Teile beeinträchtigen kann.
Durch schnelles Abkühlen wird dem Einspritz teil Wärme durch den Durchgang von Kühlmittel in die Form entnommen. Die Geschwindigkeit und Gleichmäßigkeit dieses Kühleffekts wird durch den Durchgang von Flüssigkeit und die Geschwindigkeit der Kühl flüssigkeit durch sie bestimmt.
Der Kühl durchgang in der Form, die von den traditionellen produziert wirdKunststoff-Formenbau UnternehmenWird durch sekundäre Verarbeitung realisiert. Durch Kreuz bohren wird das innere Netzwerk des geradlinigen Rohrs erzeugt, und die Strömungs geschwindigkeit und-richtung werden durch den eingebauten Fluid stopfen eingestellt. Diese Methode hat ihre Grenzen. Die Form des Wassernetzes ist begrenzt. Daher ist der Kühl kanal weit von der Oberfläche der Matrize entfernt, was die Kühlleistung gering macht. Nicht nur das, sondern müssen auch die zusätzliche Verarbeitungs-und Montage zeit sowie das Risiko der Blockierung des Blind-Channel-Netzwerks berücksichtigen; Darüber hinaus unter komplexen Umständen, um die Kühl kanal verarbeitung zu reservieren, muss die Matrize auch zur Herstellung in mehrere Teile geschnitten werden. Und dann in einen ganzen Würfel gespleißt, was zu zusätzlichen Herstellungs verbindungen führt und auch die Lebensdauer des Matriens verkürzt.
Der Unterschied zwischen konformer Kühlung und traditioneller Kühlung besteht darin, dass sich die Form des Kühl kanals mit der Form der Injektion produkte ändert und nicht mehr linear ist. Dieser Kühl kanal löst das Problem des inkonsistenten Abstands zwischen dem traditionellen Kühl kanal und der Oberfläche des Form hohlraums, wodurch die Injektion produkte gleichmäßig gekühlt werden können und eine höhere Kühle ffizienz aufweisen.



 Rufen Sie uns an:
Rufen Sie uns an:  Mailen Sie uns:
Mailen Sie uns:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어