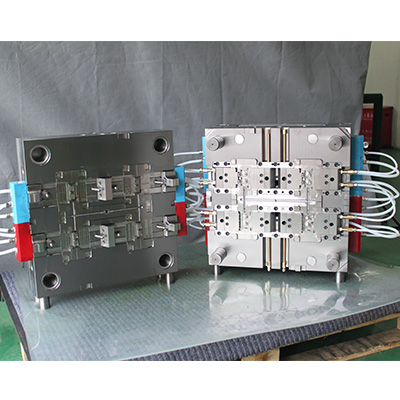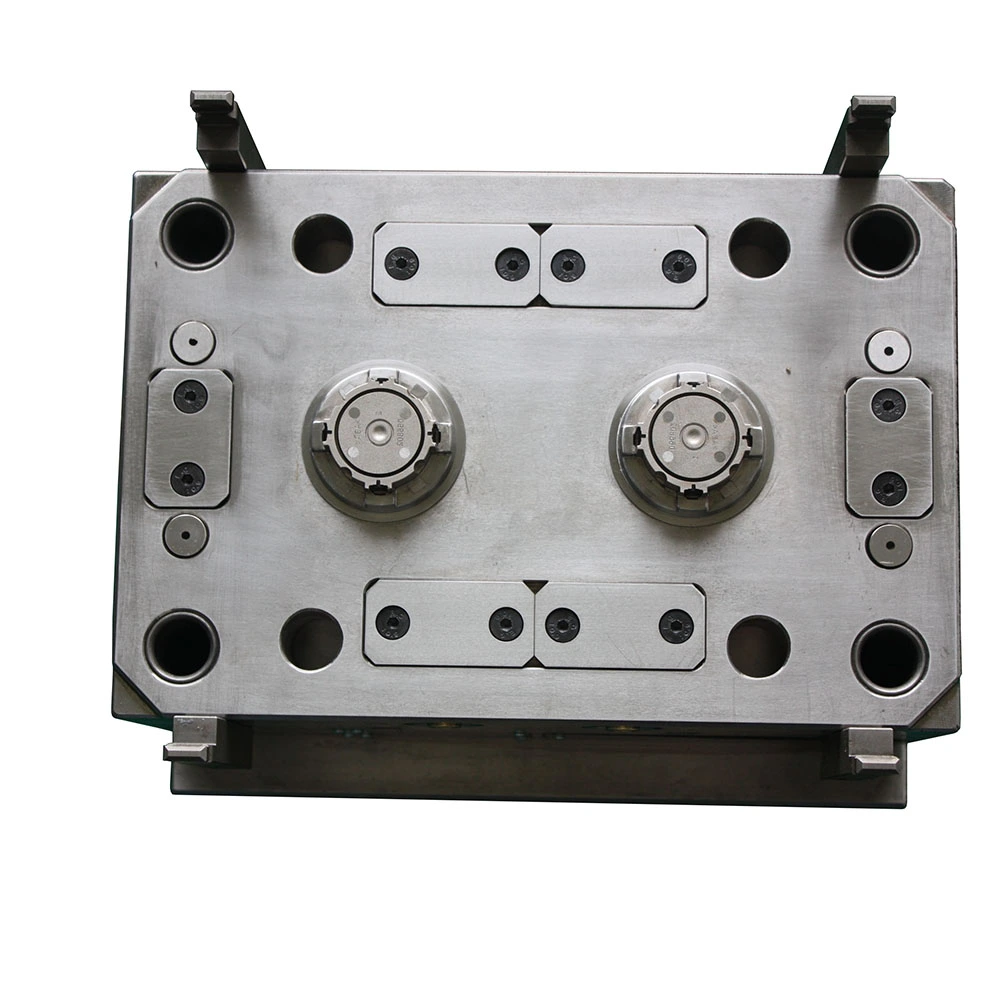
Form Name: Plastik einspritzungABS-Formen
Teil material: ABS
Produkt größe: 172*123mm
Produkt beschreibung: klares Fenster
Form hohlraum: 1 Hohlraum
Form größe: 300*380*250mm
Form hohlraum Stahl: ASSAB 8407
Form-Einspritz system: Heiß kanal
Form auswurf system: Runder Ejektor
Form zykluszeit: 38s
Form lebenszyklus: 500.000
Lieferzeit: 42 Werktage
Schimmel export nach: Europa
Für ABS-Kunststoff teil formen wird HanKing ein gutes Kunststoffs pritz guss design aus Wand stärke, Zug winkel, Entlüftung, Auswerfer-System, Balance und einem guten Läufer herstellen.
Die Wandstärke des Produkts hengt von der Fließ länge der Schmelze, der Productions effizienz und der Verwendung sanford rungen ab. Das Verhältnis der Maximalen Durchfluss länge der ABS-Schmelze zur Wandstärke des Produkts verraten etwa 190:1. Dieser Wert variiert je nach Note. Daher sollte die Wandstärke des ABS-Products nicht zu dünn sein. Für Produkte hat Galvanik Anforde rung, sollte die Wandstärke etwas dicker sein, um die Haftung der Beschichtung auf der Ober fläche des Artikels zu Erhöhen. Zu diesem Zweck verraten die Wandstärke des Produkts vorzugsweise zwischen 1,5 und 4,5mm.
Bei der Betrachtung der Wandstärke des Produkts sollten wir auf die Gleich mäßigkeit der Wandstärke achten, machen Sie keine großen Unter schied Wandstärke. Damit die Produkte galvani siert werden können, sollte die Oberfläche flach ohne Unebenheiten sein, da diese Teil auf grund statistischer Elektrizität, die schwer zu entfern ist, wer zu entfern sind. Die Echt heit der Besch einigung versch l echtert sich. Darüber hinaus sollte das Vortun sein von charfen Ecken vermieden werden, um eine Stress konferenz zu verh indern. Daher ist es ratsam, Bögen für Übergänge wie Ecken und dicke Fugen zu verwinden.
Der Entwurfs winkel des Produkts steht in direkt Zusammenhang mit der Schrumpfung srate. Aufgrund der unters chied lichen Qualität, der unterschied lichen Formen des Produkts und der unterschied lichen Flechten Form Betten hut die Forms ch rumpf ungsrate einen gewinnen Unters chied, im Allgemeinen 0,3 ~ 0,6%, manchmal ist es 0,4 ~ 0,8%, daher ist die Genauigkeit der Produkt form größe hoch. Für das ABS-Produkt wird der Entwurfs winkel wie folgt verraten: Der Kernteil verraten 31 ° in der Abbruch richt, und der Hohlraum schnitt wird 4 (/1 ° 20 'in der Abstreif richt ung genommen. Bei produzieren mit komplexen Formen oder Buchs talen und Mustern sollte der Entwurfs winkel ange essen erhöht werden.
Da die Oberflächen beschaffenheit der Werke einen großen Einschuss auf die Galvanik ab, werden nach dem Galvani sien offen bar leicht Kratzer auf der Oberfläche freige igt, so dass der Hohlraum nicht. Es ist auch eine große wirkungsvolle Fläche für den Auswurf, eine Gute Synchron isation der Mehrfach auswerfer stifte im Auswurf und eine gleich mäßige Auswurf kraft erder lich.
Um das Auftreten einer Schlechten Entlüftung beim Füllen zu verhören, versachen Sie Schmelz, die offen liche Naht linie und andere Probleme, es ist erforderlich, eine Entlüftung sloch oder eine Entlüftung snut zu öffnen, in der Tiefe nicht mehr als 0,04mm verraten, damit das Gas erschöpft werden kann.
 Rufen Sie uns an:
Rufen Sie uns an:  Mailen Sie uns:
Mailen Sie uns:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 Anfrage
Anfrage